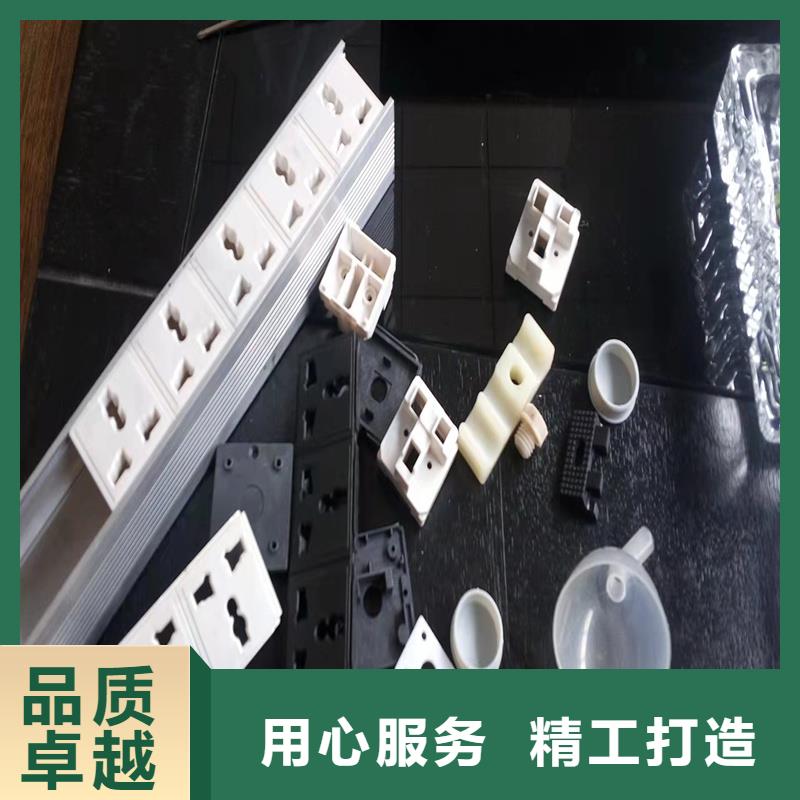
《淮安》【当地】注塑产品氟胶垫厂家支持大小批量采购产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:《淮安》【当地】注塑产品氟胶垫厂家支持大小批量采购的图文介绍
铭诺橡塑制品有限公司 专业生产 淮安聚氨酯制品厂家、。公司位于景县景龙路南、杜桥镇草厂村西北。公司秉承“顾客至上,锐意进取”的经营理念,坚持“客户优先”的原则为广大客户提供优质的服务。欢迎惠顾!主要产品有: 淮安聚氨酯制品厂家、。 公司一贯坚持“质量至上,用户至上,优质服务,信守合同”的宗旨,竭诚与国内外商家双赢合作,共同发展,共创辉煌!


淮安注塑产品 消除制品气蚀的方法 产生气蚀的原因 1-1 模具内的压力不足 1-2由于材料中有水分和挥发性 1-3 制品厚度过人及不均 相关联的知识 2一1 产牛气蚀(气泡,空孔) 的原因同凹痕相同 2-2 所谓气蚀,指模具内的材料从表面开始固化,对模具内的全部究积来讲材料相对不足,由于这个原因产生了真空状态的孔。一般发牛在制品 厚的地方和注口料处 2-3 透明制品气仙就成问题,不透明制品的场合气蚀没使用上障碍,还有制品内也不宜看创2-4 由士水分以及挥发分产生的气蚀, 般进都扩散创制品的所有部分,气蚀的形状·般较小 二。解决方法:3-1即时:提高射山压力,延长射山保乐时间,由于水分和挥发性分时,充分燥材料,还有,降低加热料简温度3一2 短期:注口料,流边,浇口适当地扩人。 3-3 长期: 消除制品过厚。 四.由于材料地差异 4一1 结晶性材料以及制品厚的场合



淮安注塑产品 0 防止模具粘滞弯折的方法 模具产生粘滞弯折的原因 模具刚性不足 由于射出压力模具的膨胀鼓起 相关联的知识 241 型腔由于射出压力的作用多少会膨胀一点,如果是在模具恢原状,但是实际上模具内的压力仍保持高的状态下使制品冷却固化,模具在恢复原状时用很大的力反作用于模具,使得模具不得不开启一点。 解决方法: 3-1 即时:对射出压力进行管理,不要上升到应设定的值以上。 3-2 长期的: 设置凹槽,强制调整。 四、由于材料的差异; 4-1、刚性大的材料难办一点。 五 、参考事项: 5-1、因对模具进行试模时容易发生,在模具上附加上千分表,一边监视一边慢升高射出压力,用这种方法比较好(图 A 5-2、产生粘滞膨胀的模具,从注射机卸下分解,用加热方法使制品软化后取下5-3、是由于刚性不足的模具,从外侧用夹板进行强化夹紧。



淮安注塑产品 07 (8)型腔的厚度同填充长度,大体上成直线比例。 5-3 填充 长度 (L)同型腔的厚度(T)的比值L/T 为成型材料流动性的标准L/T 比值 材料 PVC(硬)150-100 PVC (软)240-160 PC150-100 PA6320-200 PS200-220 PP280-160 280-200 、消除制品银条痕的方法 产生银条的原因 1-1 材料中的水分和挥发性液体的气化 1-2 材料的分解 1-3 材料的剪切



淮安注塑产品 消除制品裂纹的方法 制品产生裂纹的原因: 1-1 由于成型设定条件引起的残余应力(过饱模) 1-2脱模时发生的残余应力 1-3制品的形状引起的应力集中 1-4 同镶块的热膨胀引起的误差 1-5材料的劣化 相关联的知识: 2-1 跟上一节变形同一原因 2-2 金属镶块预先加热,则可以缓和成型时的残余应力,同样的原理,用成型后的退火代替镶块加热也是一种方法. 2-3 在成型设定条件中,用下降射出压力这一措施是有效的。 2-4 如果脱模销分别是平衡的,在脱模是加上大点的力。





 扫一扫
扫一扫