我们为您准备了【鸠江】(当地)不锈钢焊管酸白面应用广泛产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:【鸠江】(当地)不锈钢焊管酸白面应用广泛的图文介绍
松润金属材料有限公司专业从事 鸠江316L不锈钢复合板、为主导的企业。公司整合国内、外先进技术,结合市场实际情况,做到技术不断提升、产品不断更新,成功研发出 鸠江316L不锈钢复合板、系列产品。公司实力雄厚,不仅拥有一支年轻并高素质的研发团队——学习与创新、挑战与突破、全力开拓创造z u i优质的产品是我们坚持不懈的使命;而且拥有一支专业及有着资深市场背景的精英管理团队——凭借多年的品牌运营及管理经验我们只进不退,自信地走在行业的尖端,公司秉承“遵诚守信”的经营理念在发展中逐步壮大,公司也一如既往的坚持“只有客户的满意,才有我们的成功”的方针,以帮助客户获取经济效益和社会效益为已任,旨在通过公司科学、专业、真诚的服务来建立客户与市场的z u i佳沟通渠道,把客户有限的资金进行z u i经济的策划和设计,让客户以z u i低的投资成本,达到z u i佳收益的目的。
不锈钢焊管酸白面应用广泛")
不锈钢焊管酸白面应用广泛")
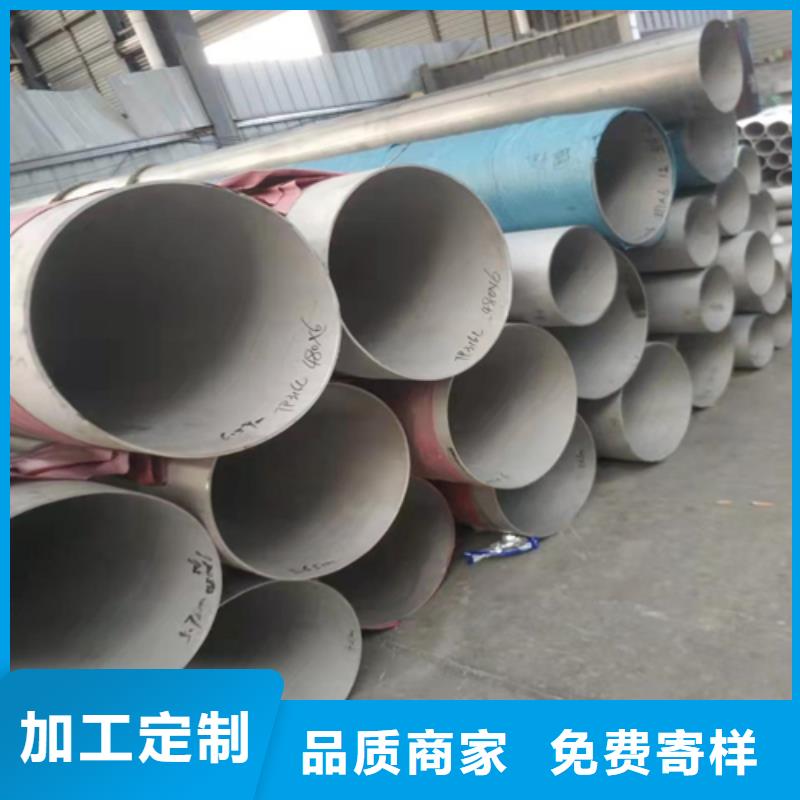
鸠江松润金属材料有限公司专业生产销售各种材质规格鸠江不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,鸠江不锈钢焊管是通过不锈钢板材卷、焊、打磨、喷砂、抛光等工艺制作完成,内壁依然保留肉眼可见焊缝。不锈钢焊管产能扩张情况
目前我国生产企业除了扩张装饰用管、工业焊管生产线外,一些高要求的化工机械用管、热交换器用U型管、换热器和冷凝器用管、输送用流体管、机械结构用管、盘管(仪表管)、卫生级管和尿素管及大口径厚壁不锈钢焊管项目也在不断地扩张,不锈钢焊管工业用管
材质:304,316L
执行标准:?GB/T12771
分列:
DN8(Φ13.7)?DN10(Φ17.15)?DN20(Φ26.67)?DN25(Φ33.4)?DN32?(Φ42.16)?DN40(Φ48.26)?DN50(Φ60.33)?DN65(Φ73.03)?DN80(Φ88.9)?DN90(Φ101.6)?DN100(Φ114.3)?DN125(Φ141.3)?DN150(Φ168.28)?DN200(Φ219.08)?DN250(Φ273.05)?DN300(Φ323.85)?DN350(Φ355.6)?DN400(Φ406.4)
无缝钢管的重量kg/m = (Od - Wt) * Wt * 0.02466 其中Od是外径 Wt是壁厚
不锈钢焊管酸白面应用广泛")
不锈钢焊管酸白面应用广泛")
不锈钢焊管酸白面应用广泛")

不锈钢焊管酸白面应用广泛")
不锈钢焊管酸白面应用广泛")
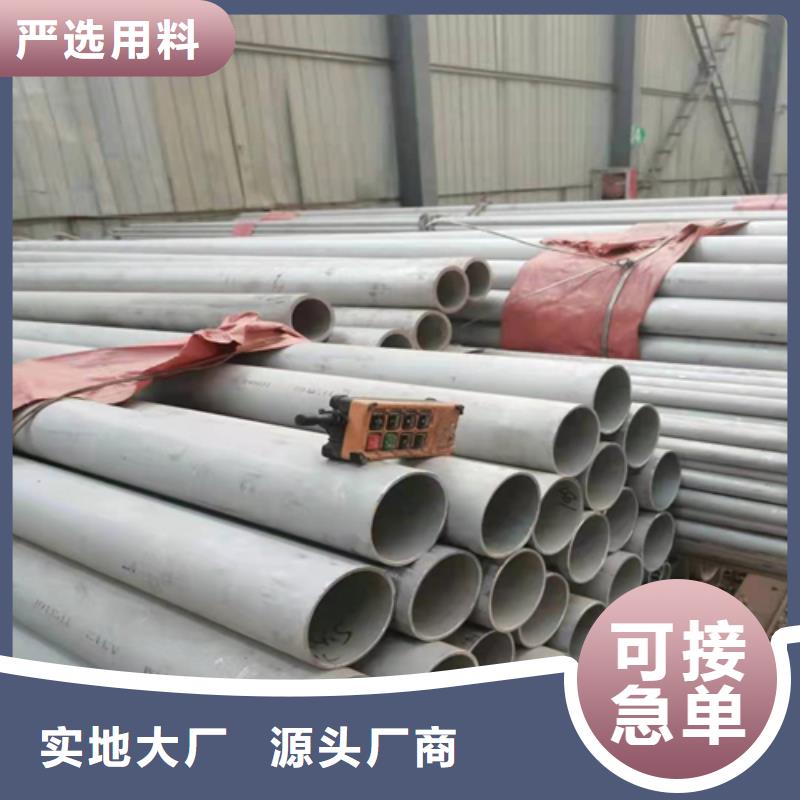
鸠江松润金属材料有限公司专业生产销售各种材质规格鸠江不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,下面给大家介绍下鸠江不锈钢焊管的承压力这么计算,不锈钢焊管能承受的压?计算
?业?不锈钢焊管主要应?在?业设备中,他要求不锈钢焊管要具有?定的承压能?,那么我们使?的不锈钢焊管能承受多?的压?呢?给您简单介绍下:
不锈钢管所承受的压?如何计算:
1、计算公式:2*壁厚*(抗拉强度*40%)/外径
2、316、316L、TP316、TP316L——抗拉强度:485MA
3、321、30
4、304L——抗拉强度:520MA
304不锈钢管的抗拉强度是520MPA
316不锈钢管的抗拉强度是485MPA
?不锈钢管能承受的?压除了材质不同能承受压?值??不?样之外;外径和壁厚也是?常重要的因素,壁厚越厚,能承受的压?值越?,?如同样外径,10个厚的不锈钢管就?5个厚的不锈钢管能承受的?压要?的多;另外,还与外径有关,外径越?,能承受的压?值越?,?如同样的壁厚,外径越?能承受的压?值越?;
不锈钢管承受压?的计算公式:
?压试验压?:P=2SR/D
S是指壁厚,r指抗拉强度的40%,D指外径;
下?举例说明:
304不锈钢管规格:159*3
P=2*520*0.4*3/159=7.84MPA
316不锈钢管规格 :159*3
P=2*485*0.4*3/159=7.32MPA
不锈钢焊管酸白面应用广泛")
不锈钢焊管酸白面应用广泛")
不锈钢焊管酸白面应用广泛")
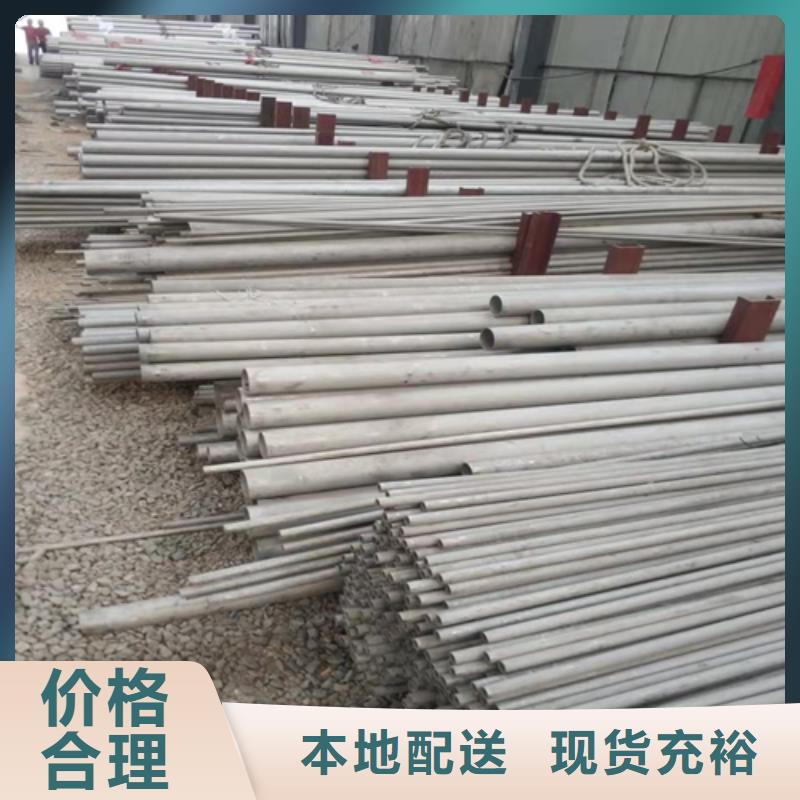
鸠江松润金属材料有限公司专业生产销售各种材质规格鸠江不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管?产中常见的问题
原料质量好坏是保证不锈钢焊管质量的关键,因此,凡是进?的原料在使?之前都要进?检验,验收质量合格单,观察外表,测量宽度和厚度是否均等,特别是直拔料,除检验宽度、厚度外,还要进?化学成分和拉伸试验的检查,合格后才能正常投??产。
不锈钢焊管
不锈钢焊管?家的焊接操作中,?临三?常见问题,缝不合格、未焊透或被烧穿、裂纹和?孔,下?我们了解下不锈钢焊管?产中有哪些常见的问题?
(?)焊缝不合格。焊缝不合格是因焊接?艺参数选择不当,或操作技术不熟练,导致焊缝?低宽窄不?,焊缝成形不良,背?焊缝下凹。造成焊缝减弱过多,使焊缝强度不够。
(?)未焊透或被烧穿。未焊透是主要有以下原因,?是电流过?,?是操作技术不熟练,焊接速度太快,对接间隙?,三是电弧过长或电弧未对准焊缝等,如果导致焊丝与基体?属未熔合在?起或焊接?属中局部未熔合的时候,该部位应及时进?补焊。烧穿的原因是因焊接电流过?,熔池温度过?,焊丝加?不及时,带钢对接间隙过?,焊接速度过慢等,导致焊缝上出现单个或连续的穿孔。使焊缝强度减弱,从?被烧穿。
(三)裂纹和?孔。裂纹的出现频率很?,?般裂纹分为热裂纹和冷裂纹两种。由于液体?属在凝固过程中或略低于固相线温度下,产?沿晶间边界的、断?上就会形成具有氧化?的热裂纹。在固态时发?相变,或有扩散氢存在,以及冷却时在过?的焊接收缩应?作?下,就会?成的具有穿晶性质的、断?发亮、没有氧化?的冷裂纹。如果在使?焊丝时不合乎标准,焊接时?温停留时间过长,造成氧化、过热和晶粒度过度长?,材料本?杂质较多,或材料本?易淬硬时均易产?裂纹。?在焊件、焊丝表?有油污、氧化?、铁锈等情况,或在潮湿环境中进?焊接,或者氩?纯度低,或氩?保护?不佳以及熔池?温氧化、飞溅等情况下都容易产??孔。
不锈钢焊管


 扫一扫
扫一扫